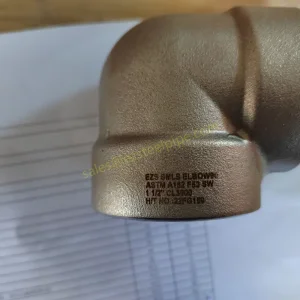
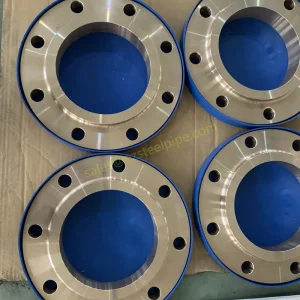
High-performance fittings and tubes for critical high-temperature and high-pressure environments.
In the modern industrial era, corrosion is often described as the "silent destroyer" of infrastructure. From the deep-sea oil rigs of the Gulf of Mexico to the sprawling chemical complexes in Rotterdam, the Famous Corrosion Of A Pipe Factory isn't just a technical term—it's a multi-billion dollar economic challenge. Statistics from NACE International suggest that the global cost of corrosion is estimated to be US$2.5 trillion, equivalent to 3.4% of the global GDP.
Factories specializing in anti-corrosion materials have become the backbone of the global energy and manufacturing sectors. As industries transition toward more extreme environments—higher temperatures, more acidic fluids, and deeper subsea extractions—the demand for specialized alloy pipes has skyrocketed. Today's commercial landscape requires more than just "standard" pipes; it demands engineered solutions that can withstand localized pitting, stress corrosion cracking (SCC), and galvanic erosion.

The industry is moving toward "Smart Pipes"—incorporating AI sensors with advanced metallurgical properties. We are seeing a shift from carbon steel to high-nickel and nickel-cobalt alloys which offer superior resistance in hydrogen-rich and offshore environments. Digital manufacturing, including CNC machining and robotic welding, ensures that every weld point is as strong as the base material itself, eliminating the weak points where corrosion typically begins.
Global procurement managers are no longer looking for the cheapest price; they are seeking Total Cost of Ownership (TCO) reductions. This means purchasing pipes that have:
The "China Advantage" has shifted from "volume" to "value." Modern Chinese factories, like EZ Steel, integrate the entire supply chain from raw smelting to final NDT (Non-Destructive Testing), offering global buyers a one-stop-shop for complex alloy requirements.


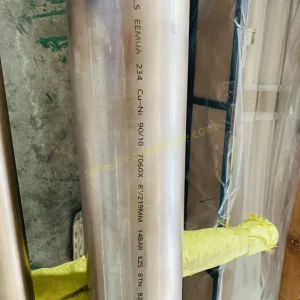
In the Middle East and Gulf region, seawater corrosion is the primary threat. We provide Cu-Ni alloys (ASTM B466) that resist biofouling and chloride stress corrosion, critical for desalination and offshore cooling systems.

In European chemical hubs (like Ludwigshafen), handling concentrated acids requires Nickel-Chromium-Iron alloys (ASTM B167). Our products ensure safety and prevent hazardous leaks in high-stakes environments.
For high-pressure boiler systems in North America, our ASTM A335 seamless ferritic alloy steel pipes provide the thermal stability and creep resistance required for continuous operation at over 500°C.

ISO 3183 pipelines in Central Asia demand high-toughness steel that can handle the varying pressures of transcontinental transport while resisting internal corrosion from sour gas.
Why do global EPC (Engineering, Procurement, and Construction) companies choose our factory? It's the fusion of Scale, Precision, and R&D. As a premier Chinese manufacturer, we leverage a robust local ecosystem of raw material suppliers while maintaining international quality standards that rival any Western mill.
EZ Steel Industrial Co., Ltd is more than just a pipe factory; we are an engineering partner. Our facilities in Cangzhou, Yangzhou, and Lishui are strategically divided to handle specific material niches. Cangzhou serves as our hub for alloy steel fittings, Yangzhou focuses on large-scale carbon and alloy production, and Lishui is our "Clean Room" for stainless steel and copper-nickel alloys.
Our R&D center is constantly testing new "Anti-Corrosion Recipes," using advanced simulation software to predict how our pipes will behave after 20 years of service in the North Sea or the Sahara Desert.

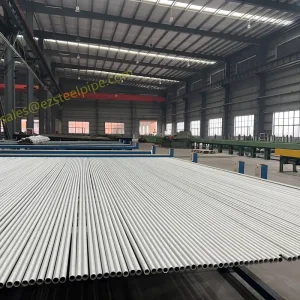
EZ Steel Industrial Co., Ltd is a leading manufacturer of high-performance industrial metal pipelines, specializing in alloy steel, carbon steel, stainless steel, and copper-nickel-based alloy products. With strategically located facilities, we deliver globally trusted piping solutions that combine cutting-edge technology and rigorous quality control.
Our production bases are equipped with world-class machinery, including automated pipe forming lines, CNC machining centers, robotic welding systems, and precision nondestructive testing (NDT) equipment such as X-ray and ultrasonic inspection. The Cangzhou facility excels in alloy steel pipe inventory management, while the Yangzhou base focuses on large-scale production. The Lishui workshop specializes in premium corrosion-resistant materials.
At the core of our success lies a relentless commitment to technological advancement. Our dedicated R&D center collaborates with leading universities to pioneer breakthrough solutions in material science, pipeline durability, and smart manufacturing. We hold multiple patents in anti-corrosion coatings and high-temperature alloy formulations.
Our commitment to operational excellence is backed by a world-class talent ecosystem and rigorous international certifications.
We pride ourselves on fostering a team of over 500 skilled professionals, including metallurgical engineers, welding specialists, and quality assurance experts. Our workforce stays ahead of industry trends through regular certifications (e.g., ASME, AWS) and participation in global technical exchanges.
Every product undergoes 12+ quality checkpoints, from raw material chemical analysis to final hydrostatic testing. We maintain ISO 9001, API 5L/5CT, and PED certifications, alongside approvals for nuclear-grade materials. This ensures that when you purchase from an EZ Steel factory, you are receiving a product guaranteed to resist the harshest corrosion challenges.
Supporting diverse industrial standards including ASTM, ISO, GOST, and more.