The global industrial landscape is undergoing a massive transformation, where the demand for Black Coated Steel Pipes has reached unprecedented levels. As the backbone of modern infrastructure, these pipes are no longer just basic conduits; they are engineered systems designed to withstand extreme environmental stressors. From the vast oil fields in the Middle East to the high-rise urban developments in Southeast Asia, the "Black Pipe" has become a symbol of industrial durability.
Market analysts predict a consistent CAGR of 5.8% over the next decade. This growth is driven by the replacement of aging municipal water systems in North America and the rapid expansion of natural gas networks across Europe and Central Asia. Black coated steel pipes, known for their superior oxidation resistance provided by specialized lacquer or bitumen coatings, offer a cost-effective alternative to stainless steel in non-corrosive or mildly corrosive environments.
Global logistics and supply chain optimization for heavy-duty steel piping allow manufacturers to reach remote project sites with precision and speed.
Integration of nano-technology in black coatings to provide self-healing properties against mechanical scratches during transport.
Steel pipes are now manufactured with digital twins, allowing engineers to simulate fluid dynamics before physical installation.
Shift towards water-based black lacquers to reduce VOC emissions during the factory coating process, meeting ESG standards.

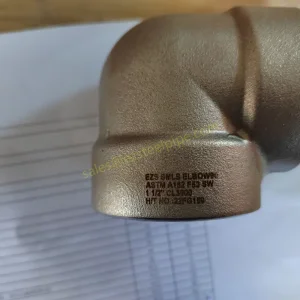
The A53/A53M standard specification covers seamless and welded black and hot-dipped galvanized steel pipe. Our factory specializes in the "Black" variant, which is treated with a protective oil or lacquer to prevent rust. This product is the gold standard for mechanical and pressure applications, and is also acceptable for ordinary uses in steam, water, gas, and air lines.
By utilizing high-grade carbon steel, our A53 pipes ensure excellent weldability and formability, making them the preferred choice for complex industrial manifolds.
Procurement officers for EPC (Engineering, Procurement, and Construction) companies face significant challenges: balancing cost with uncompromising quality. The demand for Famous Black Coated Steel Pipe Suppliers stems from the need for traceability. In the modern era, a pipe is only as good as its certification.
When sourcing from a factory in China, international buyers look for more than just a low price. They seek a partner who understands ASTM, ASME, API, and EN standards. Our facility bridges this gap by offering rigorous 3rd-party inspections (SGS, BV, TUV) and maintaining a transparent supply chain from iron ore to the finished coated pipe.

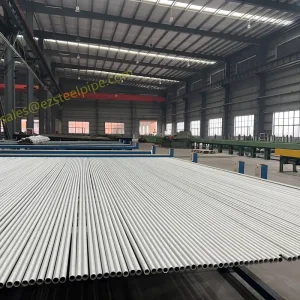
For operations involving elevated temperatures, the ASTM A106 seamless carbon steel pipe is indispensable. Often supplied with a black lacquer finish to protect the surface during sea freight, these pipes are the heart of power plants and refineries.
Our ASTM A106 Grade B pipes offer superior tensile strength and yield strength, ensuring safety under high-pressure steam conditions. The black coating applied in our factory is specifically formulated to be heat-resistant, ensuring that the pipe remains protected even in the demanding environments of a thermal energy facility.
In high-rise commercial buildings in Dubai and Singapore, black coated pipes are used for chilled water lines, where the coating prevents condensation-induced external corrosion.
Across the United States and Europe, UL-listed black steel pipes are the standard for fire protection systems due to their durability and high melting point.
In the shale regions of North America, these pipes form the critical link between wellheads and processing facilities, transporting raw hydrocarbons safely.

Engineered for Excellence, our products serve the most demanding industrial sectors with precision and reliability.

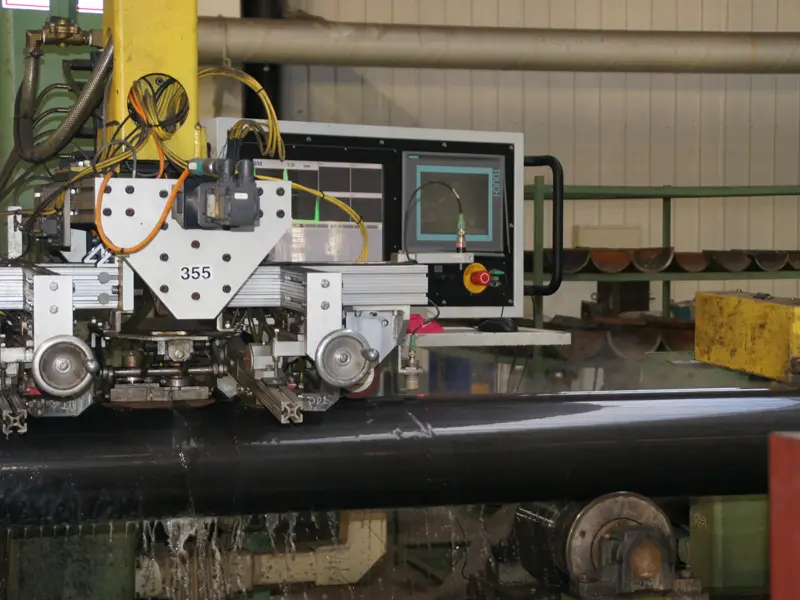
Equipped with automated pipe forming lines, CNC machining, and robotic welding systems in our Cangzhou and Yangzhou bases.

Collaboration with leading universities to pioneer breakthrough solutions in material science and anti-corrosion coatings.
Over 500 professionals, including metallurgical engineers and ASME-certified welding specialists.

Committed to operational excellence, we maintain ISO 9001, API 5L/5CT, and PED certifications, alongside approvals for nuclear-grade materials and aerospace applications. From raw material sourcing to final delivery, every product undergoes 12+ quality checkpoints, guaranteeing compliance with international specifications.
China's steel industry has evolved from a volume-driven market to a value-driven one. As a Famous Black Coated Steel Pipe Factory, we leverage several unique advantages:
Our black coating process involves automated cleaning, shot blasting to SA2.5 standard, and precision electrostatic spraying. This ensures that every pipe leaving our Cangzhou facility has a uniform coating thickness, measured by digital gauges to meet client specifications. Whether it is a simple protective lacquer or a heavy-duty 3LPE coating, we provide the durability your project demands.