In the modern industrial era, the demand for materials that can withstand extreme thermal stress is at an all-time high. Heat-resistant metal pipes are the arteries of global energy and heavy industry. From ultra-supercritical power plants to aerospace propulsion systems, these components must maintain structural integrity at temperatures exceeding 600°C (1112°F) while resisting oxidation and creep.
As a famous heat resistant metal pipe manufacturer, we observe a global shift toward high-nickel and chromium-rich alloys. These materials are no longer optional but essential for the efficiency of modern refineries and chemical processing units. The current global market is characterized by a drive for higher efficiency, which paradoxically requires higher operating temperatures, placing immense pressure on piping manufacturers to innovate.

The heat-resistant metal pipe industry is undergoing a digital revolution. We are moving beyond simple fabrication to "Smart Piping." This involves the integration of nano-coatings and precision alloying that allows pipes to "heal" minor surface oxidations. Furthermore, additive manufacturing (3D printing with metal powders) is beginning to touch the custom fittings market, allowing for complex geometries that optimize heat transfer in finned tubing systems.
Global procurement teams are now looking beyond just "price per ton." They are focused on Life Cycle Cost (LCC). A pipe that lasts 30 years in a 700°C environment is significantly more valuable than one that requires replacement in 10. This is where our expertise as a factory comes into play, providing metallurgical certification that guarantees long-term performance.
Efficiency Gain in High-Temp Transfer
Maximum Operating Thresholds
In the Middle East and Gulf Coast refineries, our nickel-cobalt alloy pipes operate within ethylene furnaces where temperatures fluctuate wildly. Our materials prevent carburization and maintain ductility.
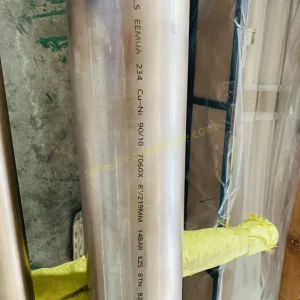
For coastal regions in Asia and Africa, we provide copper-nickel (Cu-Ni) pipes that resist both the extreme heat of brine heaters and the relentless corrosion of seawater.
In Europe's transition to green energy, our heat-resistant alloys are being used in high-temperature electrolysis units, proving our adaptability to future-tech applications.
Choosing a Chinese factory like EZ Steel Industrial Co., Ltd provides a unique strategic edge. China currently sits at the heart of the global steel supply chain, offering an unmatched ecosystem of raw material sourcing, logistics, and specialized labor. We combine this logistical efficiency with rigorous international standards (ASME, ASTM, EN) to deliver "World Class Quality at Competitive Scale."
Our Cangzhou, Yangzhou, and Lishui facilities are not just production lines; they are centers of excellence where we have integrated the entire value chain—from metallurgical R&D to final NDT testing. This allows us to offer shorter lead times and more flexible customization than many Western counterparts.