In the modern industrial era, Carbon Steel Heat Exchanger Tubes serve as the vascular system of global energy and chemical processing plants. As industries push toward higher efficiency and sustainability, the demand for CE-certified components has reached unprecedented levels. From the sprawling refineries of the Middle East to the advanced power grids of Europe and North America, carbon steel remains the material of choice due to its exceptional thermal conductivity, structural integrity, and cost-effectiveness.
The global heat exchanger market is currently undergoing a transformative shift. With the rise of Industry 4.0, heat exchanger tubes are no longer just mechanical components; they are critical nodes in intelligent thermal management systems. Carbon steel, particularly low-carbon variants like ASTM A179, provides the necessary balance between ductility and strength required for complex bending and flaring operations in heat exchanger assembly.

Our ASTM A179/A179M seamless cold-drawn low-carbon steel tubes are the industry gold standard for tubular heat exchangers, condensers, and similar heat transfer apparatus. These tubes are specifically designed for applications where thermal efficiency is paramount.
When searching for Carbon Steel Heat Exchanger Tubes Suppliers, procurement managers prioritize manufacturers who can offer consistent wall thickness and metallurgical stability. Our Yangzhou facility specializes in high-volume production of these grades, ensuring rapid turnaround for global infrastructure projects.
Modern procurement is driven by the global push for decarbonization. Engineers are specifying carbon steel tubes with advanced finning or internal enhancements to maximize heat transfer per square meter. Our Finned Tubing solutions address this need by increasing the effective surface area, allowing for smaller, more efficient exchanger designs.
In the EU and North American markets, CE certification and material traceability are non-negotiable. Factories that provide full EN 10204 3.1 or 3.2 certification are winning the largest contracts. EZ Steel Industrial ensures every batch of Carbon Steel Heat Exchanger Tubes is accompanied by comprehensive chemical and mechanical test reports.
Localized application scenarios require different material nuances. For instance, desalination plants in coastal regions require tubes with specific anti-corrosion coatings or alloyed variants, while high-pressure steam boilers in industrial heartlands rely on ASTM A192 for extreme thermal cycling endurance.

In the quest for industrial optimization, our Enhanced Finned Tubing stands out as a revolutionary product. By integrating fins onto carbon steel base tubes, we increase the surface area up to 20 times, significantly reducing the footprint of industrial cooling systems.
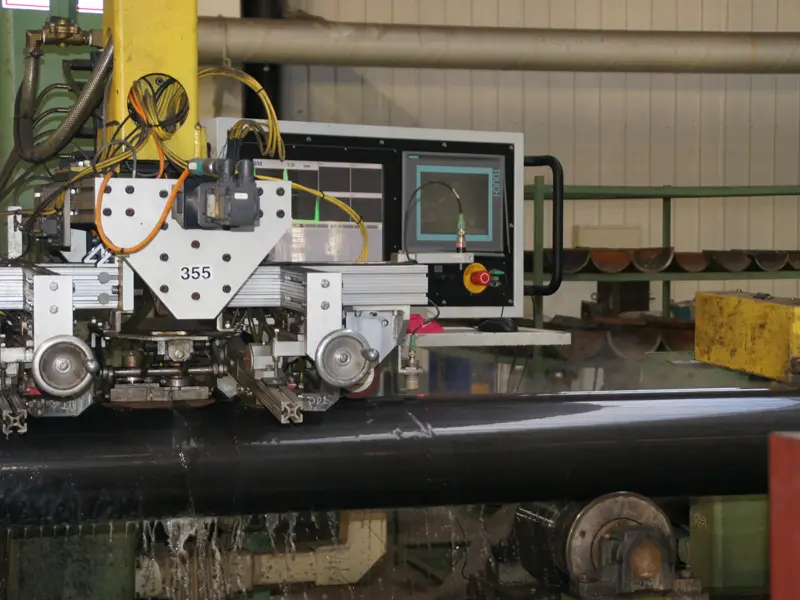
As a leading Chinese Factory, we utilize automated finning machines that guarantee uniform tension and contact, ensuring maximum heat flux throughout the equipment's lifecycle.
EZ Steel Industrial Co., Ltd is not merely a manufacturer; we are an engineering powerhouse. With manufacturing bases strategically positioned in Cangzhou, Yangzhou, and Lishui, we offer a integrated supply chain that covers everything from raw material smelting to high-precision NDT testing.
Our Yangzhou base is a titan in the production of Carbon Steel Heat Exchanger Tubes, featuring automated pipe forming lines and CNC machining centers. Meanwhile, our Lishui facility focuses on premium corrosion-resistant materials for the most demanding chemical environments.
Every tube undergoes 12+ quality checkpoints. We are proud holders of ISO 9001, API 5L, and PED (CE) certifications. Our in-house laboratory conducts spectral analysis, impact testing at low temperatures, and high-pressure burst tests to ensure absolute safety.
Our R&D center collaborates with top-tier metallurgical universities to develop new anti-corrosion coatings and high-temperature alloy formulations. We hold multiple patents in precision machining and pipeline durability technology.
With over 500 professionals, including ASME-certified welding specialists and metallurgical engineers, we provide consultative sales. We don't just sell tubes; we help you design better thermal systems.
Our state-of-the-art production bases are equipped with world-class machinery, including automated pipe forming lines, CNC machining centers, robotic welding systems, and precision nondestructive testing (NDT) equipment such as X-ray and ultrasonic inspection. The Cangzhou facility excels in alloy steel pipe inventory management and custom fittings fabrication, while the Yangzhou base focuses on large-scale production of carbon and alloy steel pipes. The Lishui workshop specializes in premium corrosion-resistant materials, including stainless steel and copper-nickel-based alloys, meeting the stringent demands of chemical, energy, and marine industries.

We pride ourselves on fostering a team of over 500 skilled professionals, including metallurgical engineers, welding specialists, and quality assurance experts. Committed to operational excellence, we maintain ISO 9001, API 5L/5CT, and PED certifications, alongside approvals for nuclear-grade materials and aerospace applications. From raw material sourcing to final delivery, every product undergoes 12+ quality checkpoints, guaranteeing compliance with international specifications.
Explore our full range of certified industrial tubing solutions
Choosing the right Carbon Steel Heat Exchanger Tubes Supplier is a decision that impacts the safety and efficiency of your entire facility. At EZ Steel Industrial, we combine decades of metallurgical expertise with modern manufacturing technology to deliver tubes that exceed international standards. Whether you require high-pressure service with ASTM A192 or precision low-carbon tubes for condensed heat transfer, our facilities are equipped to meet your needs with CE-certified excellence.
Our commitment to sustainability and innovation makes us a leading choice for global EPC contractors and industrial maintenance teams. By choosing EZ Steel, you are investing in durability, thermal performance, and a partnership built on technical integrity.