The industrial landscape is undergoing a monumental shift toward higher efficiency and reduced carbon footprints. At the heart of this transformation lies the water tube boiler, a critical component in power generation, petrochemical refining, and heavy manufacturing. Unlike fire tube boilers, water tube systems circulate water inside tubes, heated externally by fire. This allows for significantly higher steam pressures (up to 30 MPa) and temperatures, demanding premium-grade boiler materials that can withstand extreme thermal stress, oxidation, and creep over decades of operation.
The global demand for high-pressure boiler tubes is projected to grow by 4.5% annually, driven by the replacement of aging infrastructure in North America and rapid industrialization in SE Asia.
Shift towards Ultra-Supercritical (USC) power plants requires new alloy compositions, moving from simple carbon steels to complex chromium-molybdenum and nickel alloys.
Materials are now evaluated on their "lifecycle carbon cost." High-efficiency heat transfer tubes like finned tubing are becoming the industry standard to save fuel.
In the modern industrial cycle, heat recovery is paramount. Our specialized Seamless Cold-Drawn Low-Carbon Steel Tubes are engineered for maximum thermal conductivity and corrosion resistance. By utilizing precision cold-drawing processes, we achieve tighter dimensional tolerances and superior surface finishes compared to standard hot-rolled alternatives. This is essential for applications in condenser units and tubular heat exchangers where even minor surface defects can lead to localized corrosion and system failure.
These materials serve as the frontline defense in power plants and chemical processing units, ensuring that energy transfer is both safe and optimized for cost-efficiency.
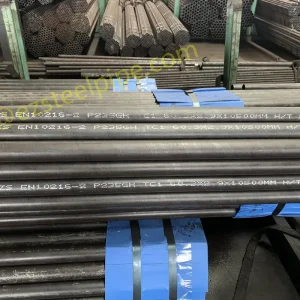
Global procurement teams are increasingly specifying materials that meet ASME Section I and EN 10216-2 standards. As steam temperatures rise above 600°C, the need for alloy steels with vanadium and tungsten additions is skyrocketing. We address this by offering tubes like the ASTM A213 Grade T91/T92, which provides the necessary creep strength to handle these aggressive environments.
From the desalination plants in the Middle East requiring high-corrosion-resistant Copper-Nickel alloys (ASTM B111/B165) to the district heating systems in Northern Europe utilizing ASTM A192 seamless carbon steel, the application determines the chemistry. We provide localized material consulting to ensure that the chosen steel grade matches the specific salinity, pressure, and temperature profiles of your region.
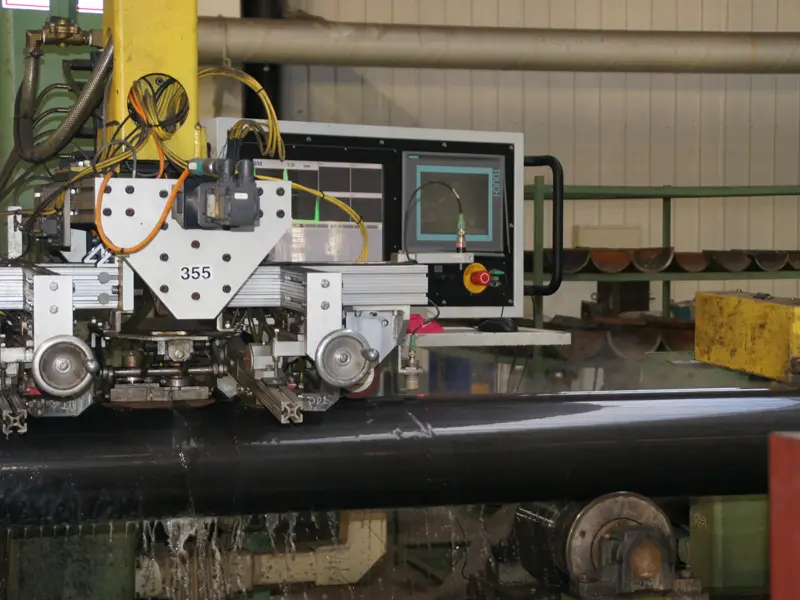
Modern procurement isn't just about the steel; it's about the data. Our factory integrates QR-coded material tracking, allowing engineers to instantly access MTCs (Material Test Certificates), heat numbers, and ultrasonic test results from their mobile devices on-site.
Years Experience
Exporting Countries
Tons Annual Capacity
Quality Checkpoints

For mission-critical environments, such as nuclear reactor cooling systems or marine boilers, standard carbon steel often falls short. We manufacture ASTM B111/B111M Copper and Copper-Alloy Seamless Tubes designed to resist bio-fouling and seawater corrosion. Our Lishui workshop employs advanced vacuum melting and oxygen-free extrusion techniques to ensure material purity that meets the stringent RCC-M Section II specifications for pressurized water reactor (PWR) components.
This level of precision manufacturing positions us as a top-tier supplier for global energy firms seeking reliability in the most unforgiving conditions.

EZ Steel Industrial Co., Ltd is a leading manufacturer of high-performance industrial metal pipelines, specializing in alloy steel, carbon steel, stainless steel, and copper-nickel-based alloy products. With strategically located facilities in Cangzhou, Yangzhou, and Lishui, we deliver globally trusted piping solutions that combine cutting-edge technology, rigorous quality control, and unmatched expertise.

Our state-of-the-art production bases are equipped with world-class machinery, including automated pipe forming lines, CNC machining centers, robotic welding systems, and precision nondestructive testing (NDT) equipment such as X-ray and ultrasonic inspection. Our Yangzhou base focuses on large-scale production, while the Lishui workshop specializes in premium corrosion-resistant materials.

At the core of our success lies a relentless commitment to technological advancement. Our dedicated R&D center collaborates with leading universities to pioneer breakthrough solutions in material science, pipeline durability, and smart manufacturing. We hold multiple patents in anti-corrosion coatings and high-temperature alloy formulations.
We pride ourselves on fostering a team of over 500 skilled professionals, including metallurgical engineers and quality assurance experts. Continuous investment in employee development ensures our workforce stays ahead through regular ASME and AWS certifications.

Committed to operational excellence, we maintain ISO 9001, API 5L/5CT, and PED certifications. From raw material sourcing to final delivery, every product undergoes 12+ quality checkpoints, guaranteeing compliance with international specifications. We empower industries worldwide with reliable, efficient, and eco-conscious piping systems.